Cum se lipi polietilena?

Una dintre cele mai cunoscute metode de îmbinare a polietilenei este sudarea. Această metodă este cea mai eficientă și populară. Sudarea este posibilă datorită capacității polietilenei sub influența temperaturii de a-și schimba starea de la solid la lichid (termoplasticitate) și rezistența materialului. Sudarea foii de polietilenă (uneori se numește celofan, este greșită) se realizează la un unghi de 90 ° sau cap la cap.


Modurile
Conectarea elementelor individuale de polietilenă se realizează prin încălzirea lor la temperatura de topire cu stoarcere paralelă. Straturile sunt lipite pentru a forma o cusătură de sudură. După răcire, iese o conexiune puternică dintr-o singură bucată.
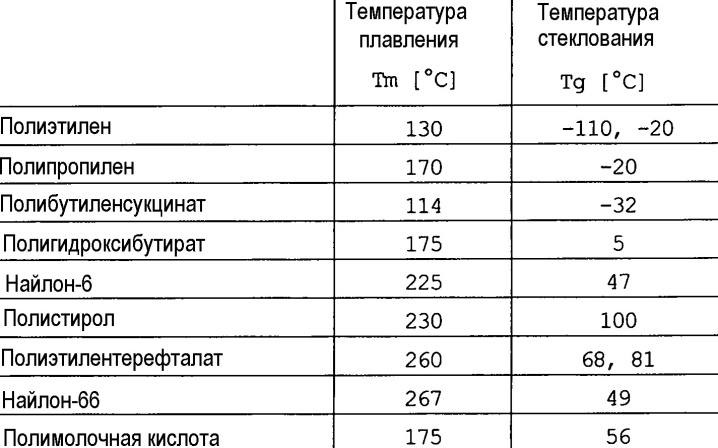
Este important de știut! Punctul de topire al polietilenei depinde de grosimea acesteia (de la 30 la 200 de microni).
Când sudați filmul acasă, este necesar să respectați regimul tehnologic. Este destul de ușor să obțineți o cusătură sigură. La efectuarea lucrărilor de sudare, trebuie respectate următoarele cerințe:
- trebuie conectate numai materiale cu aceiași parametri tehnici, compoziția lor chimică nu trebuie să difere;
- suprafața trebuie curățată de murdărie și impurități;
- alegeți corect modul de temperatură: nu suficient de mare va suda materialul cu rezistență scăzută; prea mare - deformează articulația.


Resudarea nu se face pe marginile vechi. Pentru lucrări ulterioare, acestea sunt tăiate. Înainte de a începe procesul, este necesar să se organizeze locul de muncă și materialul.
Pentru ca cusăturile de sudură să fie cât mai uniforme și discrete posibil, trebuie să abordați cu seriozitate problema și să alegeți o metodă de lipire care va deveni mai confortabilă și mai accesibilă pentru dvs.
Există cele mai populare metode de sudare a polietilenei.

Sudarea prin difuzie
Aceasta este una dintre cele mai eficiente metode de îmbinare a foilor de polipropilenă. Această metodă se efectuează pe echipamente de sudare special echipate. Sudarea foilor de polipropilenă se realizează prin așezarea a 2 fragmente pe unitate și fixarea acestora. Capetele foilor vor fi presate pe încălzitorul electric. Pentru a obține un rezultat bun, foile trebuie încălzite mult timp. După atingerea temperaturii optime, foile sunt presate cu o clemă.
Cusătura creată de echipamentul de sudură va fi foarte puternică și fiabilă.



O condiție importantă pentru această metodă este curățenia și umiditatea scăzută a maselor de aer din încăpere.
Această metodă este potrivită pentru foi de orice lățime și vă permite să îmbinați foile de polipropilenă în role. Pentru volume mari, lipirea prin difuzie va fi esențială.

Sudarea extruderului
Metoda de extrudare de lipire a foilor de polietilenă se bazează pe furnizarea de material de umplutură polimer topit (tijă rotundă de polipropilenă de 4 mm pentru sudare) la secțiunea care este sudată sub presiune. Această metodă presupune prezența unor instrumente speciale: un extruder. Acest dispozitiv este echipat cu diverse atașamente care fac posibilă lipirea structurilor foarte complexe și masive. Pe partea pozitivă, dispozitivul este de dimensiuni mici. Extruderul este echipat cu o alimentare automată cu aer încălzit, care face posibilă înmuierea foilor și prevenirea oricăror defecte în timpul sudării. Această metodă implică eficiență în lucru, deoarece din cauza temperaturii ridicate (aproximativ 270 ° C), este probabilă deformarea straturilor interioare ale materialului.


Cu această tehnologie, nu este nevoie de încăpere specială, iar sudarea se efectuează direct la locul de muncă datorită compactității dispozitivului.
O cusătură realizată cu ajutorul unui extruder este considerată a avea o rezistență de 2 după unitatea de sudare. Dezavantajul acestei metode este necesitatea de a combina polipropilena cu o structură identică, clasă, altfel îmbinările vor ieși slabe și neuniforme.


sudura prin contact
Această metodă este una dintre cele mai simple și mai economice, cu ajutorul ei se obține o îmbinare de înaltă calitate. Principiul este că foile de polietilenă care urmează a fi îmbinate sunt suprapuse și încălzite printr-un curent de aer fierbinte sau o pană fierbinte până la punctul de topire. Aerul cald trebuie încălzit la valorile specificate, la care polietilena începe să se topească. Apoi foile de film sunt unite împreună cu role speciale de presiune.
Principiul de funcționare este similar pentru o pană fierbinte - un element de încălzire. Ca rezultat al sudării prin contact a filmului, se formează o cusătură de sudură care câștigă 80-90% din rezistența materialului de bază. Prin urmare, folosind această tehnică, veți obține o cusătură simplă sau dublă puternică.

Se folosește și un dispozitiv similar unui uscător de păr de construcție. Încălzește filmul cu aer cald și îl topește.
Dispozitivul este ușor și puternic. Este ușor de transportat, ceea ce face posibilă lucrul cu el în diferite condiții.


Sudarea filmului cu un fier de lipit
Acasă, pentru lipirea bucăților mici de polietilenă, puteți suda filmul cu un fier de lipit. Un dispozitiv obișnuit de încălzire de uz casnic de 40-60 W poate fi folosit pentru lipirea polietilenei după modernizarea vârfului. Vârful este de obicei înlocuit cu o tijă de aluminiu sau cupru. Zona de contact este necesară mică: până la 2 mm. Este convenabil atunci când există o rază de rotunjire a marginii, deoarece este furnizată mișcarea măsurată a instrumentului.

Un vârf bine ascuțit ușurează procedura de sudare: materialul este sigilat și marginile sunt tăiate în paralel. Vârful finit se fixează în fierul de lipit cu ajutorul unui șurub. Uneori, pentru fiabilitate, capătul înțepăturii nu este lăsat rotund, este turtit și apoi montat în tăietură. Un dispozitiv de sudură de casă este utilizat pentru ambalarea unor loturi mici de hardware, creând ambalaje non-standard. Cu ajutorul lui, este foarte ușor să faci o carcasă pentru o telecomandă, o husă pentru un dispozitiv.
Lipirea fragmentelor de film cu o înțepătură obișnuită este incomodă, deoarece există o zonă de contact foarte mare, se formează o îmbinare inexactă cu margele.

Există aderență a polietilenei încălzite, multe burn-throughs, fiabilitatea conexiunii nu este garantată.
O versiune simplă a vârfului este o placă de aluminiu sau cupru de 2-3 mm grosime. Un capăt al acestuia este fixat într-un fier de lipit, iar celălalt este rotunjit și ascuțit. Este presat pe film la un unghi de 35-45 °. În loc de fier de lipit, este posibil să folosiți un dispozitiv de ardere. A fost creată pe același principiu.

Echipamente
Industria autohtona produce masini specializate pentru sudarea polietilenei. Cel mai accesibil dintre ele este dispozitivul electric PP-40. Este foarte asemănător cu un fier de lipit, doar vârful lui arată puțin diferit: seamănă vag cu o patine de alergare. Cu ajutorul acestui dispozitiv este posibilă efectuarea de suduri de înaltă calitate în orice formă dreaptă sau complexă.
Există mașini pentru lipirea cusăturilor de la 500 la 1000 mm lungime. Acest echipament a găsit aplicație pentru sudarea pungilor umplute cu alimente și a mărfurilor pe bucată. Sunt disponibile echipamente industriale care pot suda cusături de la 1100 la 2500 mm lungime. Toate unitățile de sudură se caracterizează prin simplitatea designului, fiabilitatea în funcționare și produc cusături puternice.

Și, de asemenea, pentru sudarea filmului acasă, se poate folosi o duză specializată, care este fixată pe un fier de călcat electric.
Acest element este realizat din tablă de aluminiu. Baza duzei este dreaptă, nervurile sunt situate în partea de jos, care sunt elementul de bază. Folosind acest instrument, veți avea 2 benzi sudate care sunt paralele între ele.
Duza este fixată pe talpa fierului de călcat electric cu petale speciale care se pliază sub baza aparatelorA. Marginile duzei sunt fixate la marginea marginilor filmului peste hârtia întinsă, după care dispozitivul trebuie deplasat încet și ușor în jurul interfeței. Ca rezultat, se formează o cusătură dublă.

Etapele muncii
Sudarea filmului include următorii pași:
- pregătirea suprafeței elementelor sudate
- încălzirea zonelor de lipit;
- sudarea elementelor;
- răcirea sudurii (elementele sudate sunt sub presiune);
- eliberarea de presiune a elementelor sudate;
- prelucrarea cusăturii de sudură.

Control de calitate
Controlul calității sudării acoperă:
- control organizatoric;
- controlul operațional în timpul activităților de sudare;
- testarea rezistenței pe termen scurt a îmbinărilor sudate;
- verificarea integrității îmbinărilor sudate și a acoperirilor.
Sudarea trebuie efectuată de persoane care au absolvit programul de pregătire pentru formarea sudorilor din materiale plastice în domeniul construcțiilor și care au certificatele corespunzătoare.


Cum să lipiți filmul, vedeți mai jos.













Comentariul a fost trimis cu succes.