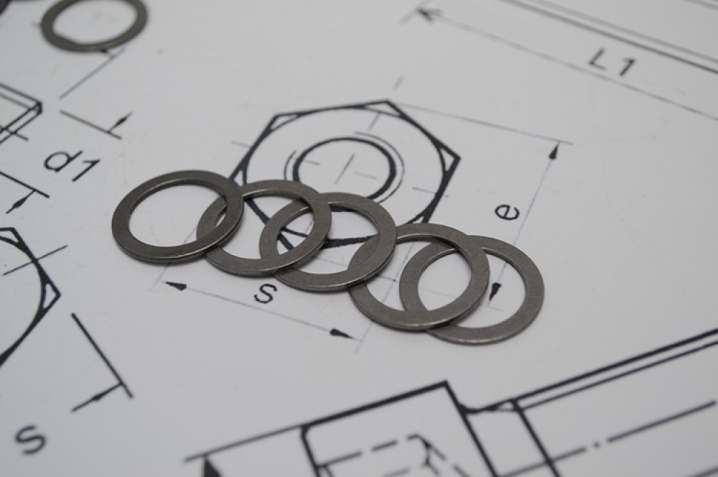
Prezentare generală și recoacere șaibe de cupru

Revizuirea și recoacerea șaibelor din cupru este un subiect foarte important în domeniul tehnic modern. O prezentare generală a seturilor de șaibe de etanșare 10x14x1 mm și alte dimensiuni este de mare importanță. Este foarte util să știți cum să le curățați, precum și care sunt cerințele de bază pentru GOST existent.
Descriere și scop
Se practică utilizarea diferitelor elemente de etanșare pentru a îmbunătăți fiabilitatea și stabilitatea îmbinărilor cu șuruburi. Alegerea materialului pentru mașină de spălat este determinată de ce impact va experimenta conexiunea. Mașina de spălat din cupru este cea mai potrivită acolo unde există temperaturi și presiuni ridicate continuu sau intermitent. Prin urmare, este utilizat pe scară largă în industria ingineriei la asamblarea mecanismelor proiectate pentru presiune înaltă. În primul rând, vorbim despre combustibil și echipamente hidraulice.


Atractivitatea șaibelor de cupru pentru un suport pe un ferăstrău cu lanț și pentru un dop de scurgere a mașinii este, de asemenea, asociată cu:
- rezistență chimică ridicată a materialului lor într-un mediu agresiv;
- rezistență excelentă la coroziune;
- păstrarea funcțiilor de etanșare sub acțiunea temperaturilor ridicate, precum și cu fluctuații semnificative ale regimului termic;
- rezistenta la vibratii;
- rezistența și stabilitatea proprietăților de bază sub presiune semnificativă.

Astfel de elemente de fixare pot fi utilizate și în mecanismele auto, toate părțile cărora sunt încălzite în mod constant, fiind încă umezite. Acest nivel ridicat de responsabilitate înseamnă că aceste mașini de spălat îndeplinesc cerințe foarte exigente. Respectarea GOST specificată pentru un anumit tip de produs este de o importanță esențială. Informațiile privind conformitatea pot fi găsite pe ambalajul original al trusei și pe certificatul de calitate care îl însoțește. Atingerea proprietăților necesare depinde în primul rând de caracteristicile materiei prime.

Felul în care arată șaibele este descris clar în GOST 18123-82. Conform acestui standard, nu ar trebui să existe abateri de la forma netedă pe suprafață. Nu sunt permise bavuri sau fisuri. De asemenea, șaibele cu semne de coroziune sau cu picături de metal nu respectă standardele. Rugozitatea de peste 3,2 microni face, de asemenea, posibilă neacceptarea produsului.
Procesul de control presupune, în primul rând, o verificare vizuală. Dacă este necesar, se efectuează un studiu precis cu o lupă. Rugozitatea este evaluată prin standarde de indicator în conformitate cu GOST 9378-75 sau folosind dispozitive de măsurare specializate.
Uneori, șaiba de cupru este acoperită cu un strat special de pulbere pentru a oferi rezistență suplimentară la coroziune. Această acoperire este reglementată de GOST 9.302-79.

Caracteristicile producției
Din punct de vedere structural, seturile de șaibe de cupru pot reprezenta colecții de discuri rotunde, uneori dreptunghiulare. Ele se disting clar prin categoriile lor de precizie. Nivel de precizie standard - B, Nivel de precizie crescut - A. Tehnologia folosită acum implică producerea de șaibe de cupru prin tăiere sau extrudare din metal. Elementele inițiale pot fi fie foi, fie plăci.

Produsul de etanșare trebuie să fie recoacet și apoi limpezit. Nu poate avea zgârieturi și zgârieturi. De asemenea, nu ar trebui să existe spărturi care să împiedice funcționarea mașinii de spălat. Rolul recoacerii este de a crește plasticitatea metalului, fapt pentru care se exclude deformarea piesei cu o scădere a temperaturii.
Calitățile de cupru M1, M2, M3 sunt cele mai des folosite pentru producerea șaibelor. Dintre acestea, M3 este cea mai bună alegere. Adevărat, metalul poate fi înlocuit în funcție de nuanțele funcționării viitoare.
În unele cazuri, se folosesc grade mai exotice de cupru, care conțin cantități mici de oxigen și fosfor.

Recoacerea se efectuează direct în producție, dar dacă produsul este depozitat o perioadă lungă de timp, va trebui să repetați procedura.

Clasele materialelor
Marcajul oficial al șaibei de cupru indică întotdeauna prezența acoperirilor cu pulbere. Produsele din clasa P29 sunt galvanizate și pasivate. Marca P34 înseamnă că produsul este doar pasivizat. În cazurile în care standardul prevede mai mult de o clasă de precizie, denumirile sale sunt plasate chiar la începutul mărcii. Compoziția marcajului include:
- tipul de executie;
- secțiunea firului;
- grosimea părții;
- marca chimică;
- indicele condițional;
- grosimea stratului utilizat;
- standard aplicat.
Există astfel de standarde de bază:
- GOST 10450-78 (produse mici)

- GOST 6958-78 (șaibe mărite)

- GOST 11371 (structuri plate)

- GOST 19752-84 (garnituri plate din metal pentru etanșare)

- DIN 7603 A (inele de etanșare din cupru).


Saiba cupru-aluminiu are o marca speciala - SHAM. Există diferențe de diametru. Alte branduri:
- DIN 125 (de bază)

- DIN 433 (îngust, pentru căptușeală)

- DIN 7349 (pentru știfturi cu arc)

- DIN 988 (suport, pentru reglare)
- WIDE (tip de corp).

Cum să recoaceți corect
Merită să trageți șaibe de cupru sub duze, fie și doar pentru a reduce tensiunile interne care apar inevitabil în timpul procesării materialelor în producție. Dar este foarte important să urmați clar această procedură. Procesul se efectuează atunci când este încălzit la 700 de grade. Apoi piesele sunt răcite fără probleme, în mod natural, la temperatură normală, până se răcesc la +25 de grade Celsius.
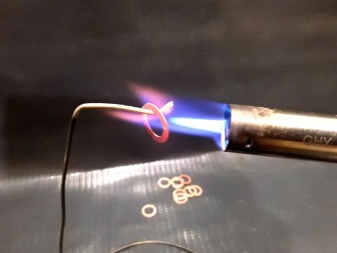
Tratamentul termic se efectuează folosind o pistoletă de sudură. Flacăra este aprinsă în ea folosind oxigen și acetilenă furnizate din diferite cilindri. O altă nuanță importantă - sunt necesare mănuși și ochelari. În apropierea locului de muncă ar trebui să existe un stingător. După conectarea furtunurilor la cilindri, este necesar să deschideți supapa de acetilenă de pe arzător cu 50%. După aprinderea gazului, așteptați până când apare o flacără portocalie-roșie.

După aceea, supapa de oxigen este deschisă până când apare o flacără albastră. În acest moment, mașinile de spălat sunt arse. Focul este îndreptat spre puc și îndreptat de-a lungul suprafeței, obținând o strălucire roșu vișiniu. După aceea, închideți imediat ambele supape de gaz. Apoi, după cum am menționat deja, va trebui să lăsați produsele să se răcească.

Dimensiuni (editare)
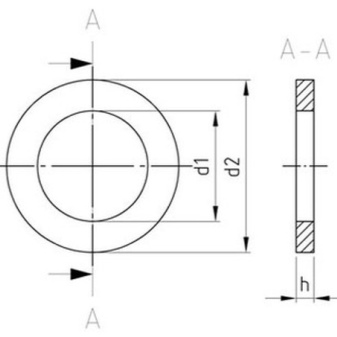
Dimensiunile șaibelor de cupru variază foarte mult în funcție de standardul de fabricație aplicabil și de zona de utilizare. În practica internă, există următoarele dimensiuni de bază:
- şaibe de etanşare pentru KAMAZ 6x12x1 (1,5), 8x12x1,0;
- etanșare pentru conductele de ulei ale KAMAZ și MAZ 8x12x1,5, 9x15x0,7;
- pentru injectoare KAMAZ 9,7x17,5x1,5;
- pentru conducte de combustibil 10x16x1,0 (1,5).
Un bun exemplu de produse cu grosimea de 1 mm este modificarea 10x14x1. Dimensiunile exacte vor fi 10,3x14,6x1,0. Un singur exemplar cântărește 0,67 g. Eliberarea șaibelor 10x14 se face cel puțin în loturi de 10 bucăți.
Important: numai producătorii ruși încearcă să păstreze aceste dimensiuni exact.

Produsul este, de asemenea, popular cu dimensiunea de 5x10x1, precum și 10x12x1, 38x52x3. Produsele din categoria M10, inclusiv M10x14, diferă:
- cu un diametru de 10 mm (nu fără motiv scos în denumire);
- cântărind 3 grame;
- cu diametrul interior de 20 mm.


În cele din urmă, șaibe de cupru în următoarele dimensiuni sunt solicitate pe piață:
- M8;
- M12;
- M14;
- M16.

Un proces detaliat pentru recoacere șaibe de cupru este prezentat în următorul videoclip.













Comentariul a fost trimis cu succes.